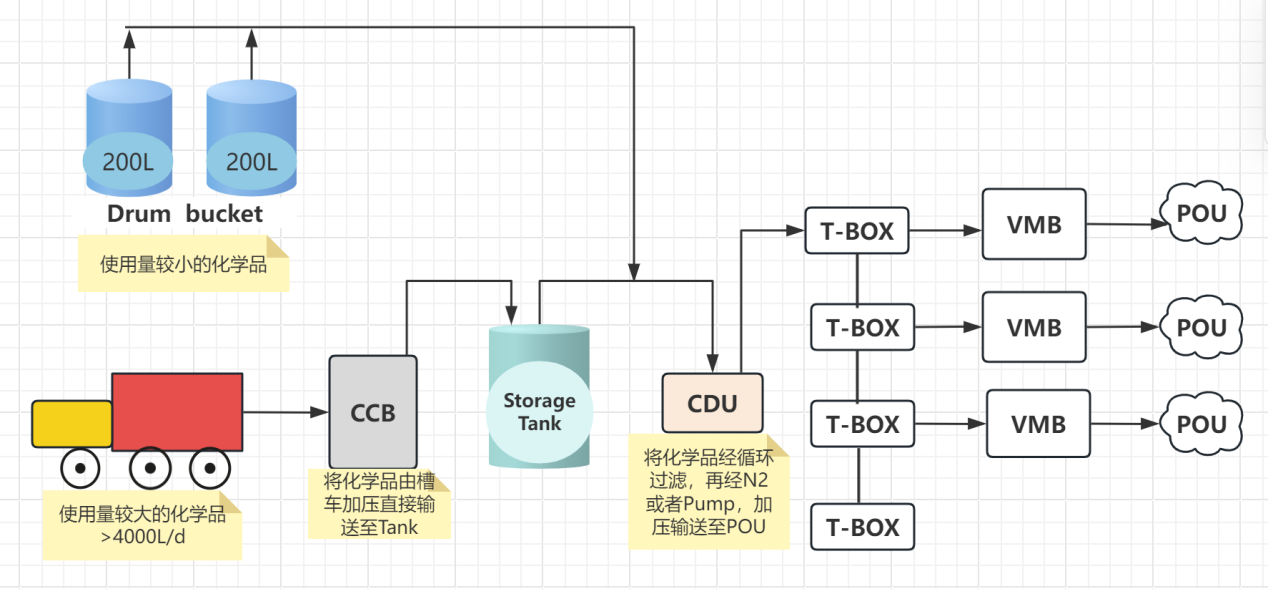
CCB (Clean Coupling Booth)
即槽车充填单元,将槽车原液Chemical输送至储罐储存的供应机台
Storage Tank储罐
材质:根据供应化学品性质的不同,储罐常常也采用不同的材质。
酸碱类化学品:罐体CS/SUS304,内衬PTFE
有机溶剂类化学品:罐体SUS316L-BA/EP
腐蚀性溶剂化学品:罐体CS/SUS304,内衬PTF

化学品供应系统简称CDS,是一个为生产线实现24小时不间断供应高纯度化学品的系统,一般应用于使用量大、POU点位多或者危险性高的化学品。其目的是供应高纯度化学品用于芯片表面杂质和微粒子的清洗,芯片图形的刻蚀,芯片图形的显影、芯片的研磨等
半导体行业主要使用的化学品大致可以分为酸性(Acid)、碱性(Base)、有机(Solvent)、氧化剂(Oxider)及研磨液(Slurry)。工艺半导体制造在很大程度上是一种与化学有关的工艺过程,高达20%工艺步骤是清洗和晶圆表面的处理。
即槽车充填单元,将槽车原液Chemical输送至储罐储存的供应机台
Storage Tank储罐
材质:根据供应化学品性质的不同,储罐常常也采用不同的材质。
酸碱类化学品:罐体CS/SUS304,内衬PTFE
有机溶剂类化学品:罐体SUS316L-BA/EP
腐蚀性溶剂化学品:罐体CS/SUS304,内衬PTF
即化学品供应单元,用于将200L Drum桶或Storage Tank内的化学品通过内部的Pump、Filter供应至VMB。
根据供应化学品性质的不同,材质分为:
酸碱类化学品:外壳PP,内部阀件管路PFA
有机溶剂类化学品:外壳SUS,内部管路阀件SUS
腐蚀性溶剂化学品:外壳SUS,内部管路阀件PFA
VMB (valve manifold box)
阀门分流箱,用于主管道连接至VMB后,通过支路阀门分别连接至对应POU。
材质:根据供应化学品的性质分为
酸碱类化学品:外壳PP,内部阀件管路PFA
有机溶剂类化学品:外壳SUS,内部管路阀件SUS
腐蚀性溶剂化学品:外壳SUS,内部管路阀件PFA

T-BOX:用于供应主管路需要连接至多个VMB,主管路上开支路时需要安装T-BOX。
E-BOX:用于供应主管路末端需要预留点时,在主管路末端安装E-BOX。
材质:根据供应化学品的性质分为:
酸碱类化学品:外壳PP,内部阀件管路PFA
有机溶剂类化学品:外壳SUS,内部管路阀件SUS
腐蚀性溶剂化学品:外壳SUS,内部管路阀件PFA

联系电话
微信: G4009009093
地址:深圳宝安松白路盖斯帕克科技大厦
西南分公司: 四川省成都市高新区环球中心
华北分公司:济南市天桥区滨河商务中心A座
华东分公司:上海市金山区朱泾镇临源街750号
